Металлы и человек, стр. 44
А что он будет придуман, сомнений нет.
Литье вверх
Не часто появляется в современной технике принципиально новый метод обработки материалов. Из глубокой древности пришли в наш век резание, литье, ковка. В черновиках Леонардо да Винчи мы находим первый чертеж прокатного стана для олова. В 1943 году супруги Б. Р. и Н. И. Лазаренко открыли электроэррозионный способ обработки металлов…
И вот летом 1959 года на Всесоюзной промышленно-экономической выставке в Москве мне посчастливилось познакомиться с изобретателем принципиально нового способа обработки металлов. Настолько нового, что я и сейчас не знаю, к какому виду его отнести — к литью, к прокату?
Доктор физико-математических наук профессор Александр Васильевич Степанов, скромный, спокойный человек, у стенда в павильоне Академии наук рассказал о своем только что возникшем методе. Он его называет методом получения любых профилей прямо из расплава.
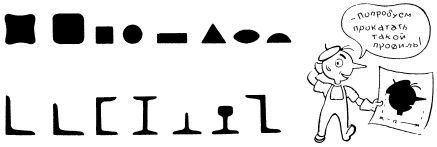
Их бесконечно много — различных форм проката.
…В ванну с расплавленным алюминием опускают торцем обрезок трубы, своеобразную «затравку». Расплавленный металл соприкасается с твердым, и, когда трубу приподнимают, силы молекулярного сцепления поднимают за ним из расплава часть металла, точно повторяющего профиль «затравки». Часть металла при этом охлаждается, кристаллизуется. Трубу еще приподнимают. Застывает новый слой металла. Еще и еще. Из ванны с расплавом растет со скоростью 10–20 м в час совершенно готовая труба с чистыми, словно отполированными стенками, точно выдержанным диаметром.
— Да разве только трубы можно изготовлять этим методом? — говорит профессор. — А вот полюбуйтесь, заготовка для производства шестерен. — Он протянул металлический стержень с продольными ребрышками. — Осталось только отрезать от этого стержня шестерни. Профиль может быть любым, в том числе и таким, какой невозможно получить никаким другим способом. Можно тянуть прямо из расплава пластины толщиной в долю миллиметра, почти фольгу, и толстостенные трубы или балки. Можно получать все изделия современного проката, минуя все промежуточные процессы, в целом ряде случаев обходясь и без дальнейшей обработки на металлорежущих станках.
И еще: новый способ годится не только для металлов, а для всех материалов, которые могут быть расплавлены…
Так возникает новое. Миллионы людей видели, как за ложкой, вынутой из банки с медом, тянется длинный хвост вязкой жидкости. Но никому не пришло в голову до Александра Васильевича использовать это явление в качестве метода металлообработки. А сколько еще таких известных всем, очень простых явлений ожидает, чтобы и их поставили на службу человеку?
Нет, это дается не каждому! Ведь только после того, как открытие сделано, кажется оно простым. И тогда каждый думает про себя: как же это я не догадался?
Металл подчиняется силе
Мы уже говорили об одном из методов этого вида обработки, когда не хитрость, не обходный маневр, а прямую силу применяет человек для того, чтобы придать металлу требующуюся форму. Мы говорили о прокатке, когда исследовали путь металла от домны до машиностроительного завода. Мы не могли там не рассказать о блюминге — первом среди прокатных станов, в валки которого попадает 75 процентов всей выплавляемой стали и огромная часть цветных металлов и сплавов.
Огромная часть, но не все. Ибо не над всеми металлами властна обработка давлением.
Возьмите кусочек чугуна и попробуйте убедиться, проковывая его хоть тем самым молотком, которым вы забиваете гвозди на обломке рельса вместо наковальни, что это — металл. Ведь первым признаком металла считали встарь его ковкость. «Тела, которые ковать можно», — определил их Ломоносов. Но можно сразу сказать: чугун (обломок сковороды, например) не проявит своих металлических свойств. Он будет трескаться и рассыпаться, если вы усилите удары. Но проявить пластических свойств, изменить форму под воздействием ударов он не пожелает.
Нет, и в нагретом виде чугун не становится покладистее. Правда, в самое последнее время кое-где делают опыты прокатки чугуна, нагретого до температуры 1100–1200 градусов. Но в промышленность этот метод еще не перешел. И чугун так и считается наряду с целым рядом других металлов и сплавов, обладающих столь же непокладистыми характерами, не поддающимся обработке давлением.
К счастью, подавляющее большинство широко используемых в технике и промышленности металлов и сплавов могут обрабатываться давлением или в холодном, или в горячем виде. К счастью потому, что обработка давлением обладает целым рядом преимуществ по сравнению, например, с резанием.
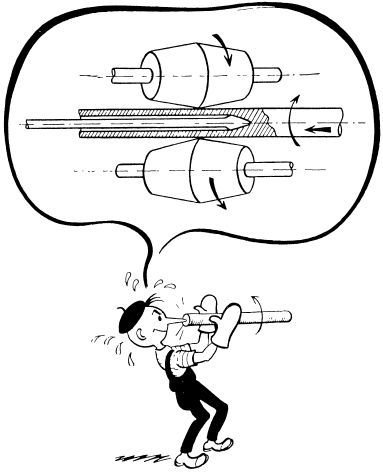
Схема — проста, процесс — удивительно сложен.
При обработке давлением металл изменяет свою форму, но не объем. Весь металл слитка превращается при прокате в рельс. Весь металл проволоки при волочении остается проволокой. В отходы попадают только те 2–4 процента, которые идут в угар и окалину при нагреве слитков в печах да незначительные обрубки при доводке полуфабриката. А это все означает, что почти нет отходов металла при обработке его давлением.
Совсем иное при обработке резанием, при котором любое изменение формы осуществляется только за счет удаления части металла.
На одном из московских заводов произвели такой опыт. Одну из деталей автомобиля — колпачковую гайку весом в 187 г — изготовили резанием и прессованием. В первом случае в отход пошло 379 г металла, во втором случае — всего 14 г.
Одна гайка — мелочь. Но, когда таких мелочей надо сотни тысяч, они оборачиваются миллионами рублей. Да и отдельные детали немассового производства иногда тоже обходятся недешево, если их изготовлять резанием.
Вот, к примеру, диск паровой турбины весом в 2,8 тонны изготовлялся до недавнего прошлого на турбостроительных заводах резанием из заготовки весом в 9,7 тонны. 6,9 тонны стружки с каждого такого диска— а их десятки в крупных паровых турбинах — уходило на переплавку.
По сравнению с расточительностью резания разумная экономичность многих видов обработки давлением является огромным преимуществом. Но не единственным.
При обработке давлением в процессе пластической деформации изменяется самая структура металла, причем, если провести процесс обработки правильно, то после нее улучшаются и механические свойства металла. При прокатке, например, завариваются ослабленные места слитка, металл становится плотнее и прочнее. Ковка обеспечивает выгодное расположение волокнистой структуры заготовки. Холодная обработка давлением вызывает нередко упрочнение поверхности изделия за счет наклепа.
Совершенно иная картина при обработке резанием. Резец снимает только поверхностный слой металла, ничем не изменяя его внутреннего строения. Мало того, часто он перерезает волокнистую его структуру, ослабляя изделие.
Обработка давлением значительно производительнее резания. Трудно представить даже строгальный станок, который бы вытачивал из стальных брусков рельсы с такой скоростью, с какой они выбегают из валкой прокатного стана. А стан для проката тонкого листа выдает каждую секунду 30–35 м прокатанного металла, или 100 км в час. Буквально со скоростью самолета!
Обработкой давлением можно изготовить бесчисленное множество различных изделий. Возьмем только одну прокатку. Вот перечисление некоторых видов станов, из которого можно представить, что именно делается этим методом: рельсобалочные, сортопрокатные, проволочные, листопрокатные, трубопрокатные, бандажепрокатные, колесопрокатные и т. д.
Разнообразен сортамент проката. Здесь и квадратные, и круглые, и полукруглые, и прямоугольные, и овальные, и ромбические профили самых различных размеров. Здесь и угольники, и швеллеры, похожие на букву «С», и двутавры, напоминающие положенную на бок букву «Н», и Т-образные швеллеры, и рельсы, и Z-образные профили, и трубы, и листы брони, и тонкая фольга и т. д.