Вертолёт 1999 04, стр. 16
Можно утверждать, что намоточная технология применительно к лонжеронам лопастей, имеющим дельтовидную форму сечения, имеет «генетический» дефект, по-видимому, неустранимый или трудноустранимый. Разумеется, это не означает, что такие лопасти вообще недолговечны. При достаточно низких относительных деформациях они могут использоваться. Но такая технология не позволяет извлечь все возможные выгоды использования свойств композитных материалов, получить более легкие, более долговечные лопасти и несущие винты с большим КПД.
Разумеется, из сказанного нельзя делать вывод о порочности намоточной технологии в принципе. Напротив, для тел вращения и близких к ним по форме эта технология весьма целесообразна.

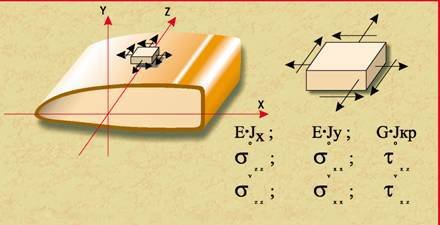
Рис. 4 Компоненты напряжений в выделенном элементе отсека лопасти
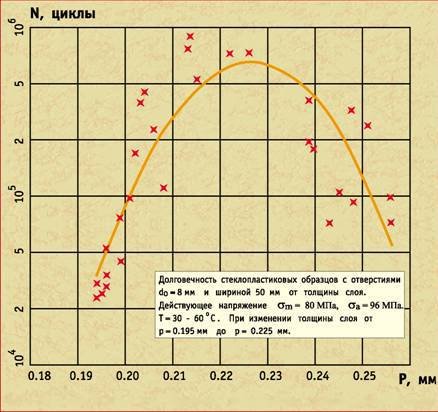
Рис. 5 Зависимость усталостной прочности от процентного содержания связующего
Известно, какое важное значение имеет точность изготовления внешнего контура лопасти. Для обеспечения этого при намоточной технологии используется внутренний контур прессформы. Предполагается, что в процессе полимеризации внешняя поверхность лонжерона будет прилегать к внутренней поверхности прессформы. Как это получается?
Допустим, наружный контур мешка на оправке не вполне эквидистантен будущему наружному контуру лонжерона, хотя он и определяется внутренним контуром оправки. Надуем мешок и посмотрим, как будут перемещаться части контура будущего лонжерона (рис. 6). Те части, которые составляют участки с малой кривизной, под действием давления придвинутся к соответствующим стенкам прессформы, так как нелинейная жесткость системы нитей в поперечном направлении (вдоль радиуса R) при небольших перемещениях весьма мала; поэтому ничто не препятствует перемещению нитей под давлением. Жесткость же в местах большой кривизны (вдоль радиуса r) велика и определяется жесткостью нитей на растяжение, а силы сопротивления давлению мешка, определяемые силами растяжения и обратные радиусу кривизны, оказываются значительно больше сил давления. Поэтому никакого перемещения вдоль направления r не происходит. В результате фигура, представляющая сечение лопасти после отвердения, должна выглядеть так, как показано на рис. 7. Вероятно, картина и была бы таковой, если бы связующее не было достаточно текучим. Если нити в этих местах не перемещаются под действием давления, то связующее может течь между волокнами и заполнять участки зоны в углах, чему есть фактическое подтверждение.
Таким образом, имеет место дополнительное обеднение связующим важных мест сечения, и это является вторым «генетическим» дефектом такой конструкции и технологии.
Разумеется, здесь рассмотрен один, главный фактор, приводящий к уменьшению прочности композита. На первый взгляд может показаться, что этот дефект может быть исправлен созданием наружного контура оправки, в точности эквидистантного внутреннему контуру прессформы. Однако это заблуждение. Есть факторы, как случайные, так и закономерные, которые не позволяют устранить дефект полностью. Во- первых, для передачи давления на будущий композит мешок обладает достаточной податливостью, намотанные на него нити будут его деформировать (главным образом в местах с большей кривизной). Во-вторых, многослойный пакет композита, который сформируется после намотки, будет иметь различную плотность в разных местах контура, причем в местах с малой кривизной он будет рыхлым, а в местах с большей кривизной значительно более плотным. Это второй фактор, который отклоняет первоначальный контур от заданной геометрии. При рациональных затратах невозможно справиться с тем, что толщина нитей, количество связующего в лентах препрега колеблются, а это также приводит к искажению контура и колебаниям толщины будущих стенок лонжерона.
Таким образом, конструкция, в основе которой лежит намоточная технология, имеет принципиальный «генетический» дефект, который можно частично устранить только путем повышения как точности всех приспособлений, так и качества компонентов будущего композита. Это может привести к неоправданному удорожанию себестоимости изготовления изделия.
Еще раз целесообразно подчеркнуть, что причиной «генетического» дефекта является попытка создавать композитную конструкцию из жестких на растяжение нитей с базированием на две жесткие поверхности, в которых отсутствуют компенсационные механизмы, парирующие действие различных отклонений.

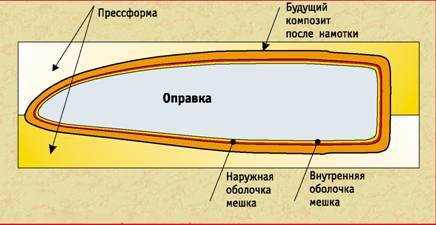
Рис. 6 Сечение лонжерона до отвердения
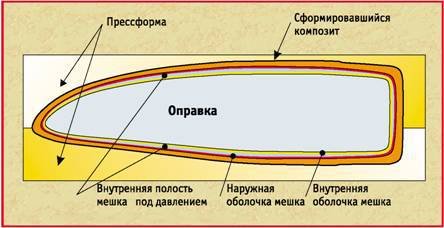
Рис. 7 Сечение лонжерона после отвердения
«Генетический» дефект можно устранить двумя способами. Во-первых, отказаться от желания получить точный наружный контур. Это означает, что формование композита происходит не с помощью жесткой наружной прессформы, а через сравнительно нежесткие (упругие) цулаги, которые только препятствуют появлению неровностей на поверхности, не формируя контур лонжерона. Обычно это металлические листы сравнительно небольшой толщины (дюраль 5 = 0,8–1,0 мм). Опыт получения лопастей по такой технологии показывает, что свойства компонентов композита используются более или менее полно и усталостная прочность конструкции сравнительно неплоха (aw не менее 3,5–4,2 кг/мм? при Е = 2500 кг/мм?). По такой технологии изготовляются лопасти рулевого винта вертолета Ми-26.
Во-вторых, отказаться от стремления базироваться по двум контурам, применяя базирование только по внешнему; при этом нити разрезают и делают их достаточно короткими. В таком случае мы сталкиваемся с так называемой укладочной технологией, применяемой практически всеми вертолетными фирмами. Таким образом получается весьма точный наружный контур, а в композите минимизируются внутренние напряжения.
В России такая технология используется на УВЗ им. Н.И. Камова и Казанском вертолетном заводе. При этом оказывается, что усталостная прочность таких лопастей нисколько не ниже усталостной прочности лопастей, полученных методом намотки.
Зиновий ШНУРОВ, начальник отдела МВЗ им. Миля, канд. техн. наук, лауреат Государственной премии Поодолжение в следующем номере
ЭКОНОМИКА
Мировой вертолетный рынок на рубеже веков
Раймонд ЯВОРОВСКИ, Уильям ДЭЙН
Деятельность фирмы Forecast International уже знакома вам по публикациям в нашем журнале (№ 1/1998). Сегодня мы предлагаем вашему вниманию анализ перспектив развития мирового вертолетного рынка, сделанный ведущими аналитиками фирмы. Этот прогноз интересен еще и потому, что 1999 г. стал буквально поворотным для мирового вертолетостроения. События в Косово и продолжающиеся военные действия в Чечне в корне изменили отношение к вертолетной технике.
На открытии 25-го Форума Европейского вертолетного общества среди довольно традиционных выступлений, посвященных актуальным проблемам вертолетостроения, прозвучал чрезвычайно интересный доклад профессора Стефано Сильвестри, представлявшего Лондонский институт международных отношений — одну из важнейших идеологических структур НАТО. Основная мысль докладчика сводилась к следующему. Во всех грядущих военных конфликтах (не исключая и возможной третьей мировой, которая, по мнению Сильвестри, будет представлять собой совокупность мелких локальных войн) вертолетам, как чрезвычайно мобильной и неприхотливой в эксплуатации технике, отводится очень важная роль. Конечно, речь не идет о тотальной вертолетизации армии, но вертолет, перестав быть просто машиной сопровождения, станет выполнять широчайший спектр задач — от транспортировки десантников и перевозки грузов до боевой атаки и огневой поддержки сухопутных войск. Надо сказать, что эта идеология уже находит практическое применение. Вертолетный рынок в 1999 г. оживился гораздо более, чем это предполагалось самыми смелыми прогнозами. Даже российское командование заявило о намерении приобрести новые машины для армии. А генералы НАТО уже перешли от слов к делу.