Большая Советская Энциклопедия (КО), стр. 583
Переключение скоростей в К. п. осуществляется: механизмами индивидуального управления, в которых каждый зубчатый блок или муфта переключается отдельной рукояткой; механизмами централизованного управления (последовательного и выборочного включения и с предварительным выбором, или преселективные), в которых все зубчатые блоки и муфты переключаются одной общей рукояткой; электрическими и др. устройствами дистанционного управления; устройствами автоматического управления, переключающим скорости в зависимости от изменяющихся условий работы.
Недостатки К. п. по сравнению с механическими вариаторами : ступенчатое изменение передаточного числа и менее удобное управление; преимущества — жёсткая кинематическая связь, т. е. строгое постоянство передаточных чисел между ведущим и ведомым валами, высокая надёжность и долговечность, компактность и простота конструкции, что обеспечило их широкое применение в современных машинах.
Лит.: Машиностроение. Энциклопедический справочник, т. 11, М., 1948.
Н. Я. Ниберг.
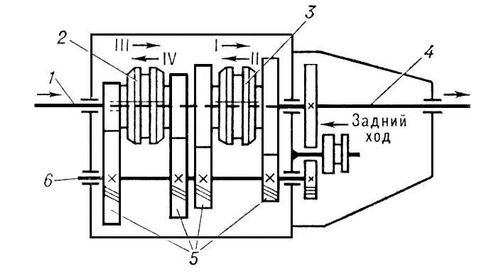
Рис. 2. Схема автомобильной четырёхступенной (I—IV) коробки передач: 1 — первичный вал; 2, 3 — муфты с синхронизаторами; 4 — выходной вал; 5 — шестерни, входящие в зацепление с зубчатыми колёсами; 6 — вторичный вал.
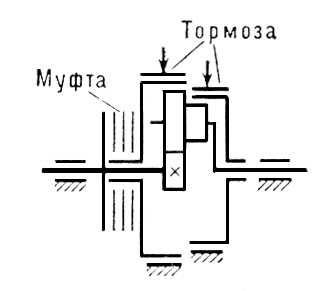
Рис. 3. Схема трёхскоростной планетарной коробки передач.
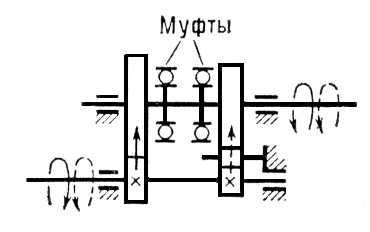
Рис. 4. Схема двухскоростной коробки передач с муфтами свободного хода.
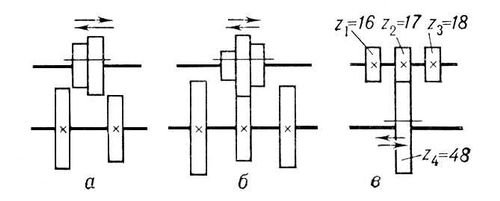
Рис. 1. Схема коробки передач со скользящим зубчатым блоком: а — двухвенцовым; б — трехвенцовым; в — одновенцовым, входящим в зацепление с тремя разными шестернями (u=1,06).
Коробка подач
Коро'бка пода'ч, механизм металлорежущего станка , предназначенный для изменения подачи; состоит из переключаемых зубчатых передач, которые помещены в корпус (коробку). Особенности кинематики К. п. позволяют точно согласовать движение подачи инструмента при формообразовании обрабатываемой детали (нарезание резьб и зубьев) с др. движениями инструмента относительно заготовки. Например, в токарно-винторезном станке нужно перемещать резец вдоль заготовки за один её оборот на величину, равную шагу нарезаемой резьбы. Для изменения передаточного отношения в К. п. предусматривают накидную шестерню, сидящую на валу, и ряд зубчатых колёс, закрепленных на др. валу. Такая К. п. обычно имеет также передачи для настройки на тип резьбы и так называемые множительные передачи для расширения диапазона регулирования подачи.
Коробка скоростей
Коро'бка скоросте'й, механизм, предназначенный для ступенчатого изменения частоты (скорости) вращения ведомого вала при постоянной частоте вращения ведущего путём изменения передаточного числа . К. с. состоит из переключаемых зубчатых передач, размещенных в отдельном корпусе (коробке) или в общем корпусе с др. механизмами. Наряду с термином «К. с.» применяют термин коробка передач , например для механизма, входящего в привод ведущих колёс автомобиля и др. транспортных средств.
Коробков Борис Михайлович
Коробко'в Борис Михайлович [24.7(6.8).1900, ст. Болва, ныне Орджоникидзеград Брянской области, — 19.9.1971, Москва], советский военачальник, генерал-полковник танковых войск (1944). Член КПСС с 1926. В 1919—24 служил в Красной Армии, участник Гражданской войны. В июне 1932 вновь призван в Красную Армию. Окончил Военную академию механизации и моторизации (1934). В 1934—38 старший инженер, начальник конструкторского бюро и помощник начальника научно-испытательного бронетанкового полигона. В 1938—40 помощник начальника Автобронетанкового управления Красной Армии, в 1940—1942 начальник управления и первый заместитель начальника Главного автобронетанкового управления. В 1942—52 первый заместитель и заместитель командующего бронетанковыми и механизированными войсками. С октября 1952 в запасе по болезни. Награжден 2 орденами Ленина, 3 орденами Красного Знамени, орденом Кутузова 2-й степени, 2 орденами Красной Звезды и медалями, а также орденом Польской Народной Республики.
Коробление древесины
Коробле'ние древеси'ны, изменение формы пиломатериалов, заготовок и деталей при их высыхании или увлажнении. Виды К. д. показаны на рис.
Основная причина поперечного К. д. — различие в степени усушки (разбухания) в радиальном и тангенциальном направлениях. Продольное К. д. вызывается разницей усушки вдоль волокон отдельных зон доски (например, при наличии порока древесины — крени). Винтовое К. д. образуется при наличии порока — тангенциального наклона волокон. Временное К. д. может наблюдаться при неравномерном увлажнении или сушке пиломатериалов. К. д. происходит также при механической обработке пиломатериалов или заготовок, имеющих значительные остаточные напряжения, сохранившиеся после камерной сушки.
Лит. см. при ст. Древесина .
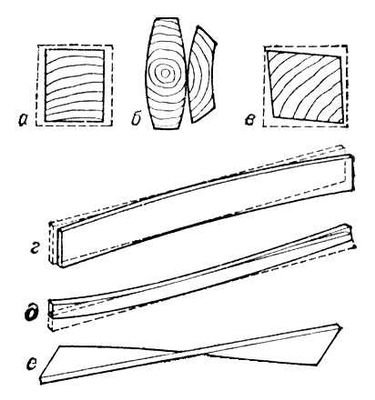
Виды коробления древесины: а, б, в — поперечное; г, д — продольное; е — винтовое.
Коробов Иван Кузьмич
Ко'робов Иван Кузьмич (1700 или 1701—1747, Москва), русский архитектор и инженер. В 1718—27 как пенсионер Петра I учился в Бельгии и Голландии. В Петербурге перестроил в духе раннего русского барокко здание Адмиралтейства , строил Партикулярную верфь на Фонтанке (начата в 1735, разобрана), возможно церковь Пантелеймона (1735—39). Участвовал в составлении первого русского архитектурного трактата-кодекса. С 1741 работал в Москве, воспитал ряд известных архитекторов (С. И. Чевакинский, А. Ф. Кокоринов, Д. В. Ухтомский).
Лит.: Подольский P., Иван Коробов, в сб.: Советская архитектура, [№] 3, М., 1952; Пилявский В. И., Иван Кузьмич Коробов, в сб.: Архитектурное наследство, [в.] 4, Л.— М., 1953.

И. К. Коробов. Адмиралтейство. 1727—38. Центральная часть со шпилем. Чертёж. Музей истории Ленинграда.
Коробовы
Ко'робовы, семья советских металлургов, новаторов производства. Иван Григорьевич К. [3(15).1.1882, Первая Подгородняя Слобода Малоархангельского уезда Орловской губернии, — 28.1.1952, Макеевка Донецкой области], работал на Макеевском металлургическом заводе свыше 50 лет (с 1897), из них более 30 лет обер-мастером доменного цеха. Член КПСС с 1941. В 30-е гг., совершенствуя вместе с инженерами завода процесс выплавки чугуна, добился лучшего для того времени в СССР коэффициента использования полезного объёма доменной печи. Депутат Верховного Совета УССР 1-го созыва, Верховного Совета СССР 2-го и 3-го созывов. Награжден 3 орденами Ленина, 2 др. орденами, а также медалями.
Сыновья Ивана Григорьевича К.: Павел Иванович, Николай Иванович и Илья Иванович.
Павел Иванович К. [16(29).8.1902, Макеевка, — 17.8.1965, Москва], в 1916—22 рабочий Макеевского металлургического завода. В 1928 окончил Московскую горную академию. В 1928—35 работал сменным инженером, начальником доменных цехов металлургических заводов: Енакиевского, им. Г. И. Петровского (Днепропетровск) и Магнитогорского металлургического комбината. В 1934 решением ЦК партии принят в члены КПСС без прохождения кандидатского стажа. В 1936 главный инженер, в 1937—39 директор Магнитогорского комбината. С 1939 заместитель наркома, позднее заместитель министра чёрной металлургии СССР. С 1955 первый заместитель председателя Государственного комитета Совета Министров СССР по новой технике. В 1943 за заслуги на посту заместителя наркома в обеспечении в годы войны металлом высокого качества заводов, изготовлявших военную продукцию, удостоен звания Героя Социалистического Труда. Депутат Верховного Совета СССР двух созывов. Награжден 6 орденами Ленина, орденом Трудового Красного Знамени и медалями.